The global demand for respiratory masks and oxygen delivery systems has undergone a seismic shift in recent years. As a leading respiratory masks manufacturer and exporter, we have observed that the industry is no longer just about basic protection; it is about precision, biocompatibility, and ergonomic efficiency. Today’s global market, valued at billions of dollars, is driven by an aging population, rising chronic respiratory diseases (CRD), and stringent workplace safety regulations in industrial sectors.
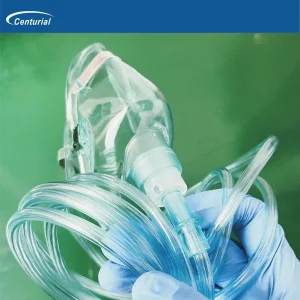
From clinical environments in North America to emergency response units in Southeast Asia, the requirement for high-quality, CE and ISO-certified respiratory consumables is paramount. Buyers now prioritize suppliers who demonstrate deep technical expertise and a proven track record of reliable supply chain management. ZNG Medical stands at the intersection of this demand, providing advanced PVC oxygen masks, nebulizer kits, and closed suction catheters that meet the rigorous standards of international healthcare systems.
Shift towards eco-friendly, phthalate-free PVC materials and integration of smart monitoring features in respiratory therapy.
Increased procurement from government health ministries and private hospital groups seeking long-term manufacturing partners.
Precision injection molding and automated assembly lines ensure 100% consistency in medical grade mask production.
Our products are engineered to perform in diverse environments. Understanding localized needs is part of our commitment to excellence. Whether it's the high-altitude requirements in South American regions or the intensive care protocols in European hospitals, our masks are designed for versatility.
High-flow oxygen therapy and emergency ventilation using our sterile Venturi and Non-Rebreathing masks.
User-friendly nebulizer masks for patients with chronic asthma or COPD, designed for comfort during long-term use.
Essential respiratory support in mining and chemical manufacturing where air quality is compromised.
Portable and durable oxygen kits for rapid deployment in ambulances and disaster relief zones.
Zhejiang ZNG Medical, founded in 1996, is a premier medical device company dedicated to the R&D and production of advanced injection-molded products. With over 25 years of experience, we have established ourselves as a trusted global supplier through rigorous quality control and innovation.
Years Experience
Medical Grade PVC
Certified Quality
Exporting Countries

Beyond respiratory masks, our expertise extends to specialized needles: Pen needles, blood collection needles, spinal needles, and more. Our mission is to meet public health needs by listening to customer feedback and continuously improving our product designs. We offer comprehensive OEM and ODM services, tailoring products to specific medical drawings or samples.
Step 1: Producing Cannula
Precision engineering of medical tubing and needles.

Step 2: Injection Molding
Using medical-grade PVC in a clean-room environment.

Step 3: Professional Assembling
Highly skilled technicians and automated systems.

Step 4: Sterilized by EO
Ensuring 100% sterile safety for clinical applications.
As a dedicated exporter, we streamline the procurement journey for global medical distributors and hospital groups.
Receive requirements and send formal quotations within 24 hours.
Free samples provided for technical confirmation and quality testing.
Transparent manufacturing with regular photo updates of packaging.
Secure booking and delivery with all original shipping documents provided.
Sourcing from a China-based respiratory mask factory like ZNG Medical offers unparalleled benefits. Our location in Zhejiang, the hub of China’s medical manufacturing, allows us to leverage an integrated supply chain. This results in significant cost savings without compromising on quality. Furthermore, our ability to scale production rapidly ensures that we can handle large-scale government tenders and wholesale orders during peak demand periods.
We combine low-cost manufacturing efficiency with high-end technical standards. Every product leaving our facility undergoes rigorous multi-stage quality checks, ensuring that we maintain our status as a top-tier global exporter.